
Детали промышленного оборудования, отлитые под давлением, обычно оцениваются в первую очередь по функциональному назначению: может ли деталь выдерживать нагрузку, совмещаться с другими компонентами, удерживать резьбовые соединения, выдерживать повторную сборку и оставаться стабильной в разных партиях? Внешний вид по-прежнему имеет значение, но прочность, припуск на механическую обработку, стабильность формы и точки контроля часто решают, подходит ли поставщик.
| Часть семейства | Производственный вызов | Пример ссылки |
| Корпус редуктора или механический корпус | Стабильная литейная конструкция, обработанные отверстия и монтажные поверхности. | Корпус редуктора оборудования для литья под давлением алюминия |
| Крышка машины | Толщина стенки, качество поверхности, плоскостность и точки крепления | Изготовленная на заказ крышка оборудования для литья под давлением алюминия |
| Монтажная панель или кронштейн | Положение отверстия, качество резьбы и исходная точка, обработанная на станке с ЧПУ. | Монтажная панель из алюминиевого литья под давлением, обработанная на станке с ЧПУ |
| Цинковый аппаратный компонент | Компактные детали, посадка и повторяемость | Деталь оборудования, изготовленная методом литья под давлением из прецизионного цинкового сплава |
Детали машин часто требуют нескольких этапов: проверка оснастки, литье под давлением алюминия или цинка, обрезка, обработка на станке с ЧПУ, сверление, нарезание резьбы, удаление заусенцев, чистовая обработка поверхности и окончательный контроль. Наиболее важным решением на ранней стадии является наличие на чертеже достаточного припуска на обработку и четких ссылок на исходные данные. Без этого отливка может быть возможной, но точность сборки все равно может снизиться.
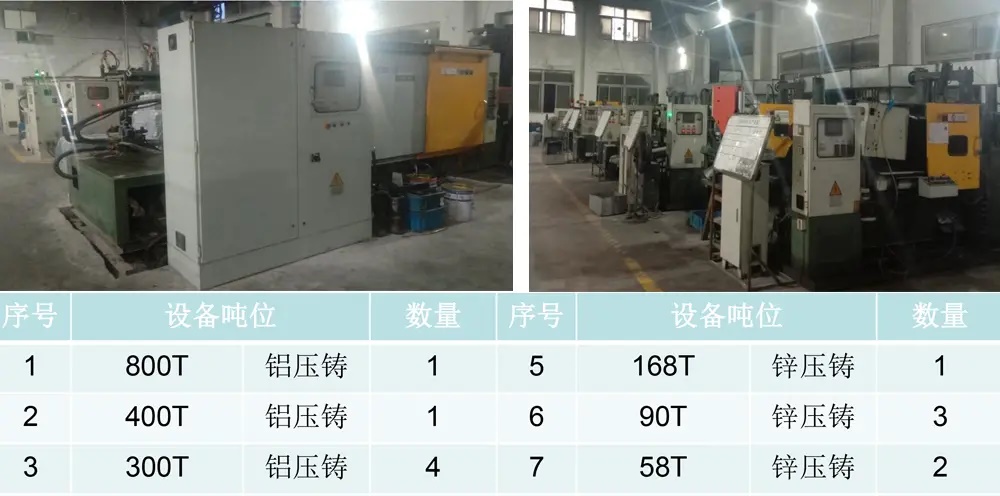
Для подтверждения возможностей завода просмотритеМастерская литья под давлением,Обрабатывающее и контрольное оборудованиеиВозможности производства литья под давлением.
| Обзорная точка | Вопрос к покупателю и поставщику |
| Нагрузка и направление сборки | Какие поверхности несут нагрузку или определяют расположение детали в машине? |
| База обработки | Какую грань следует обработать первой и использовать в качестве эталона? |
| Контроль резьбы и отверстий | Какие отверстия являются функциональными и требуют регистрации проверок? |
| Обработка поверхности | Деталь окрашена, подвергнута дробеструйной очистке, полировке или отправлена в отлитом виде после удаления заусенцев? |
| Количество партии | Оправдывает ли годовой объем планирование оснастки и приспособлений для повторного производства? |
Могут ли детали машинного оборудования быть изготовлены из алюминиевого сплава ADC12?
Крышки, корпуса и кронштейны многих машин могут использовать ADC12 или другие алюминиевые сплавы, в зависимости от требований к прочности, конструкции, механической обработке и отделке.
Почему обработка на станках с ЧПУ важна для литья деталей машин?
Детали машин часто требуют точных отверстий, резьбы, плоских поверхностей и базовых поверхностей, которые после отливки контролируются механической обработкой.
Тел:+86 18868921505
Электронная почта:lijianguo@cxhuabo.com
Адрес: Y iheng road, город Чанхэ, город CI, Нингбо, провинция Чжэцзян, Китай

Сканировать Вичат
Авторские права © 2022 Cixi Huabo Machinery Co., Ltd.
Карта сайтаЭтот веб-сайт использует файлы cookie, чтобы обеспечить вам максимально эффективное использование нашего веб-сайта.








 WhatsApp
WhatsApp телефон
телефон