
Большие конструкционные алюминиевые корпуса, отлитые под давлением, создают другой набор рисков, чем небольшие прецизионные крышки. Деталь может иметь широкие грани, длинные ребра, тяжелые выступы, несколько мест крепления и видимые внешние поверхности. Покупателю необходимо учитывать не только качество литья, но и плоскостность после охлаждения, исходную обработку на станке с ЧПУ, обращение во время производства и защиту во время экспортной отправки.
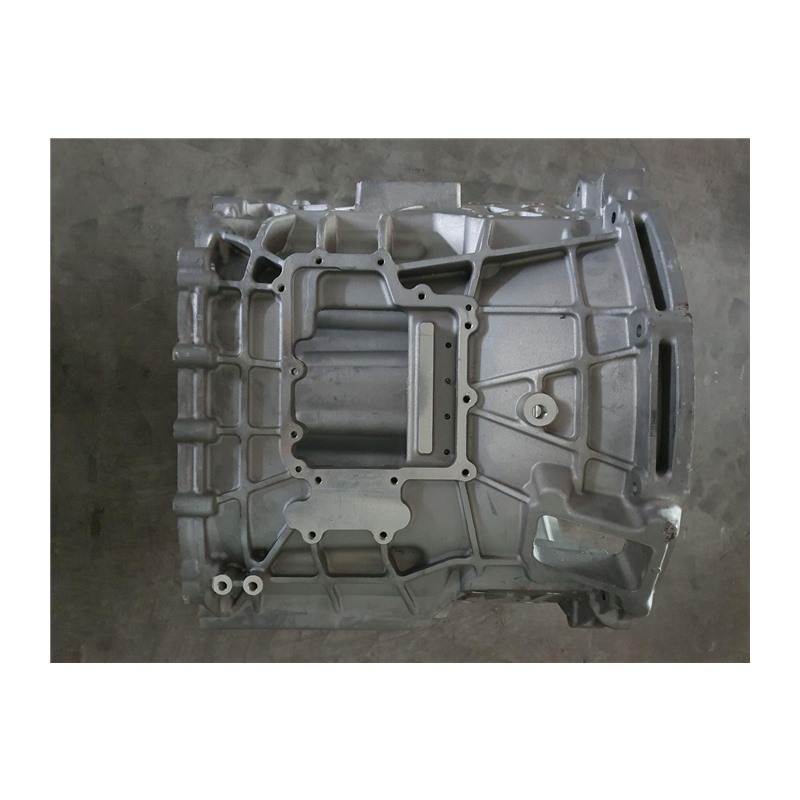
В небольшой части небольшие локальные изменения можно легко контролировать. В корпусе большого размера такое же изменение процесса может привести к изменению плоскостности, диагональному перекосу или монтажному зазору. Вот почему первоначальный анализ должен быть сосредоточен на балансе стенок, расположении ребер, концентрации тепла и месте, где деталь будет зажиматься во время обработки. Большую отливку не следует рассматривать как увеличенную версию маленькой крышки.
Покупатели часто просят более прочные стены, потому что деталь выглядит прочной. При литье под давлением прочность обычно лучше достигается за счет удачно расположенных ребер и контролируемых переходов стенок, а не просто за счет увеличения толщины. Ненужные толстые секции могут увеличить усадку, риск пористости и изменения при охлаждении.
| Область дизайна | Риск при больших отливках | Улучшение инженерных действий |
|---|---|---|
| Длинное плоское лицо | Деформация или неравномерный контакт во время сборки. | Определите, какая грань нуждается в механической обработке и контроле плоскостности. |
| Расположение ребер | Ребра могут вызвать локальную усадку или не выдержать нагрузку. | Сбалансируйте толщину ребер и соедините ребра с реальными путями нагрузки. |
| Тяжелый босс | Пористость возле бобышки винта или монтажной площадки | Используйте правильное скругление, сердцевину и переход между стенками. |
| База обработки | Большая часть может сместиться, если опора на приспособление слабая. | Планируйте стабильную последовательность зажимов и базовых точек перед отбором проб |
| Видимый экстерьер | Следы обращения могут появиться после проверки | Определить зону появления и защиту упаковки |
Не каждая большая поверхность нуждается в одинаковой ровности. Монтажная поверхность, поверхность прокладки или область, связанная с подшипником, могут потребовать обработки и проверки на станке с ЧПУ. Для бесконтактного внешнего лица может потребоваться только разумный косметический стандарт. Если на чертеже везде применяется строгая плоскостность, стоимость может увеличиться без улучшения функциональности. Если на чертеже не обозначена важная сторона, поставщик может упустить одну действительно важную область.
Хуабо обычно спрашивает, какие поверхности контактируют с другими компонентами, в каких отверстиях находится узел и выдерживает ли корпус статическую нагрузку или динамическую вибрацию. Эта информация помогает решить, где зарезервировать припуск на обработку и где допустимы литые поверхности.
| Этап | Возможная проблема | Метод управления |
|---|---|---|
| Обрезка и удаление заусенцев | На длинных краях могут оставаться заусенцы или острые пятна. | Определите стандарт удаления заусенцев и проверьте функциональные кромки |
| обработка с ЧПУ | Большая отливка может деформироваться под действием усилия зажима. | Используйте стабильный план крепления и избегайте чрезмерного зажима тонких участков. |
| Отделка поверхности | Толщина покрытия или следы от свисаний влияют на внешний вид. | Утвердить образец и указать видимые зоны |
| Умение обращаться | Царапины, вмятины или следы ударов после контроля качества | Используйте специальные точки погрузки и разделения во время движения. |
| Экспортная упаковка | Тяжелые детали трутся или прижимаются друг к другу при транспортировке. | При необходимости используйте пенопласт, перегородки, поддоны или индивидуальную упаковку. |
Для международных покупателей деталь не закончена, когда она покидает стол проверки. Крупногабаритная отливка конструкции может быть повреждена во время погрузочно-разгрузочных работ, погрузки контейнера или транспортировки на большие расстояния. Царапины на видимых поверхностях, вмятины на обработанных поверхностях или следы давления на участках с покрытием могут стать причиной споров, даже если качество продукции было приемлемым. Вот почему инструкции по упаковке следует обсуждать вместе с отделкой поверхности и проверкой.
Если корпус имеет обработанные поверхности, их следует защитить от прямого контакта. Если он имеет покрытие, детали не должны тереться друг о друга. Если товар тяжелый, план коробки или поддона должен предотвращать его перемещение во время транспортировки. При повторных заказах утвержденный метод упаковки следует сохранять как часть файла качества.
Покупатели должны отправить 3D-модель, 2D-чертеж, годовое количество, критические монтажные поверхности, ожидаемую отделку, стандарт видимой поверхности, информацию о нагрузке или сборке, а также ожидаемую экспортную упаковку. Если деталь используется в промышленном оборудовании, укажите, будет ли она подвергаться воздействию вибрации, масла, влажности или внешних условий.
Сопутствующая ссылка на продукт:Алюминиевый корпус для крупногабаритного конструкционного оборудования, отлитый под давлением. Связанные страницы:услуги литья алюминия под давлением,контроль качестваидетали промышленного оборудования для литья под давлением.
Тел:+86 18868921505
Электронная почта:lijianguo@cxhuabo.com
Адрес: Y iheng road, город Чанхэ, город CI, Нингбо, провинция Чжэцзян, Китай

Сканировать Вичат
Авторские права © 2022 Cixi Huabo Machinery Co., Ltd.
Карта сайтаЭтот веб-сайт использует файлы cookie, чтобы обеспечить вам максимально эффективное использование нашего веб-сайта.








 WhatsApp
WhatsApp телефон
телефон
Комментарий
(0)