
Сложные алюминиевые корпуса обычно терпят неудачу или успех еще до начала массового производства. Важные решения принимаются во время проверки оснастки: где открывается деталь, какие подрезы требуют направляющих, где входит металл, как выбрасывается отливка, какие поверхности нуждаются в обрабатываемом материале и что покупатель должен утвердить на первых образцах. Покупателю не нужно проектировать форму, но он должен понимать, что необходимо проверить перед выпуском оснастки.
Простую обложку можно цитировать и использовать с ограниченным обсуждением. Сложная коробка передач или корпус двигателя отличаются. Он может включать ребра, глубокие карманы, боковые отверстия, опорные поверхности, выступы болтов, уплотнительные поверхности и видимые внешние поверхности. Каждая особенность влияет на форму. Если покупатель одобряет оснастку, не проверив эти элементы, последующие изменения могут потребовать доработки формы и потери графика.
Обзор оснастки предназначен не только для поставщика. Это также защищает покупателя. Это подтверждает, что отливку можно вынуть из формы, что критические поверхности защищены, что имеется доступный обрабатывающий материал и что косметические требования не противоречат потребностям процесса.
| Инструментальное решение | Что он контролирует | Покупатель должен подтвердить |
|---|---|---|
| Направление разделения | Какие поверхности образует каждая половина формы? | Появляется ли линия разъема на уплотняющих или видимых гранях |
| Слайд-сердечники | Боковые отверстия, подрезы и внутренние особенности | Действительно ли эта деталь необходима в отлитом виде или ее можно обработать позже? |
| Расположение ворот | Текучесть металла, следы обрезки и локальное качество поверхности. | На каких поверхностях не принимаются метки ворот или обрезки |
| Схема эжектора | Как отливка освобождается от штампа | Являются ли метки выбрасывателя скрытыми или приемлемыми? |
| Перелив и вентиляция | Выделение воздуха и стабильность наполнения | Достаточно ли нефункциональной площади для функций процесса |
Скользящие стержни позволяют формировать боковые элементы в отливке, но они увеличивают стоимость, обслуживание и увеличивают потенциальные площади воспламенения. Боковое отверстие, которое выглядит удобным в отливке, может быть лучше изготовлено на станке с ЧПУ, если допуск жесткий или если суппорт может сделать форму нестабильной. С другой стороны, повторяющуюся боковую полость со свободным допуском, возможно, стоит отлить напрямую. Это решение должно приниматься по признаку, а не по привычке.
Для покупателей полезный вопрос: нужно ли отливать эту подрезку или важен только конечный результат обработки? Если конечной функцией является резьбовое отверстие, обработка может быть более чистой. Если особенностью является большой выход для кабеля или карман для снижения веса, слайд может быть оправдан.
| Элемент утверждения | Причина | Доказательства для запроса |
|---|---|---|
| Отчет о размерах | Подтверждает критические размеры и данные обработки. | Отчет FAI на основе отмеченного рисунка |
| Обработанные поверхности | Показывает, верны ли припуски и план крепления. | Фотографии и измеренные данные о плоскостности, отверстиях или отверстиях. |
| Литейная поверхность | Проверяет метки потока, риск холодного закрытия и состояние обрезки. | Проверка необработанной отливки перед нанесением покрытия, если это возможно. |
| Сборка подходит | Проверяет работу корпуса с сопрягаемыми деталями. | Отзыв о пробной сборке со стороны покупателя |
| Тест упаковки | Защищает обработанные или покрытые поверхности во время транспортировки. | Упакованный образец или утверждение фотографии упаковки |
Обрабатывающий припуск следует обсуждать во время проверки оснастки, поскольку он влияет на модель отливки. Если уплотнительная поверхность, отверстие подшипника или монтажная площадка требуют обработки на станке с ЧПУ, в форме должно оставаться достаточно материала. Если припуск слишком мал, обработанная область может не зачиститься. Если он слишком велик, время обработки увеличивается и могут обнаружиться дефекты. Лучший план — отметить на чертеже обрабатываемые поверхности и позволить инженеру-инструментальщику спроектировать их вокруг них.
В случае сложного корпуса Хуабо спрашивал, какая сторона видна, какие поверхности уплотняются, какие отверстия имеют резьбу, какие размеры имеют решающее значение, требуется ли покрытие и как деталь собирается с окружающими компонентами. Команда также проверит, принимает ли покупатель изменения DFM, такие как добавление уклона, изменение локальной толщины стенок или изменение ребер.
Конечная цель — это не форма, которая просто создает форму. Целью является создание инструмента, который сможет поддерживать повторяющееся производство, стабильную обработку, реалистичный контроль и приемлемое качество поверхности.
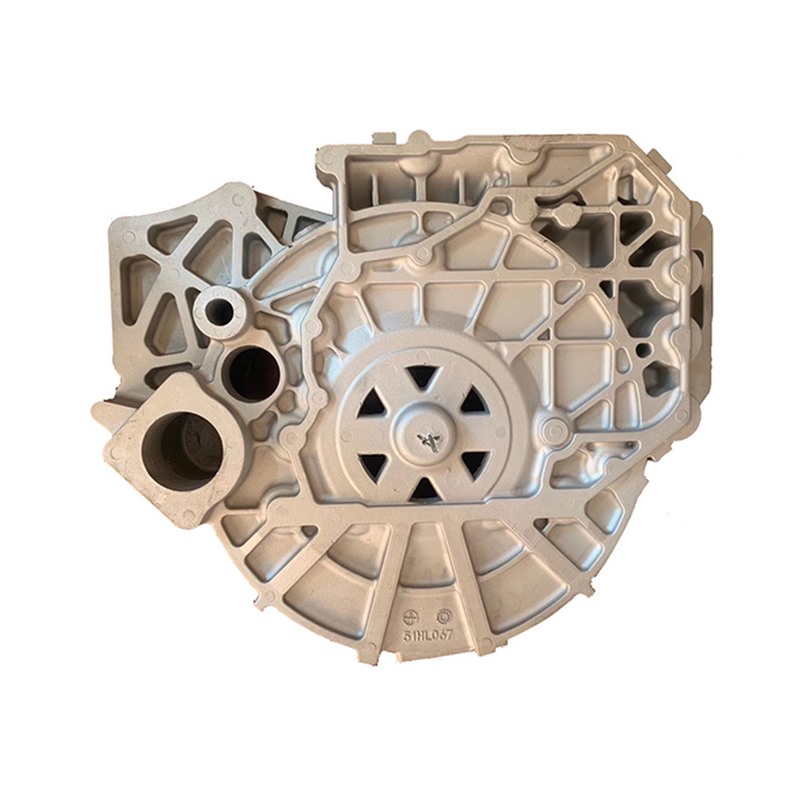
Сопутствующая ссылка на продукт:Алюминиевый корпус коробки передач двигателя, отлитый под давлением. Связанные страницы:оснастка для литья под давлением,услуги литья алюминия под давлениемиконтроль качества.
Тел:+86 18868921505
Электронная почта:lijianguo@cxhuabo.com
Адрес: Y iheng road, город Чанхэ, город CI, Нингбо, провинция Чжэцзян, Китай

Сканировать Вичат
Авторские права © 2022 Cixi Huabo Machinery Co., Ltd.
Карта сайтаЭтот веб-сайт использует файлы cookie, чтобы обеспечить вам максимально эффективное использование нашего веб-сайта.








 WhatsApp
WhatsApp телефон
телефон
Комментарий
(0)